Bolt torque guide: the formula, the charts, and the method
Most loose or snapped bolts trace back to one thing: someone tightened by feel instead of by number. This guide gives you the torque formula, the nut factor that makes or breaks it, property-class torque charts for 8.8, 10.9 and 12.9, and the method choices that decide whether your joint survives vibration.
Why torque matters more than "good and tight"
A bolt is a spring. When you tighten it, you stretch it, and that stretch creates preload — the clamping force that holds the joint together. The whole point of torque is to reach a target preload reliably. In 14 years on the plant floor I've seen the same failure twice a week: an operator runs a joint "good and tight" by hand, the preload scatters by ±40%, and three months later the assembly rattles loose on a delivery truck.
Torque is simply the easiest proxy for preload we can measure with a wrench. It isn't perfect — friction eats most of it — but with the right number and a calibrated wrench it gets you within a usable band.
The bolt torque formula
The working equation every designer should know is the short form:
So three things set the torque: the diameter of the bolt, the preload you want, and a friction term K. Diameter and preload are straightforward. The friction term is where engineers get burned, because it hides three separate effects: thread friction, friction under the bolt head, and the geometry of the thread helix.
The nut factor K — the number that ruins joints
K bundles all the friction and geometry into one coefficient. Typical values:
| Condition | Nut factor K |
|---|---|
| Dry, plain steel (as-received) | 0.20 |
| Zinc plated | 0.22 |
| Light machine oil | 0.18 |
| Moly / anti-seize paste | 0.10–0.15 |
| PTFE / wax coated | 0.12 |
Here is the trap: up to 90% of the torque you apply is spent on friction, and only about 10% becomes useful preload. So if you take a dry torque value and apply it to a lubricated bolt, you cut K nearly in half and the same torque produces far more preload — often enough to yield or snap the bolt. Always match the torque value to the friction condition stated.
Setting the target preload
You don't tighten to an arbitrary force. The convention is to preload to 75% of the bolt's proof load for reusable joints (and up to 90% for permanent ones). Proof load is roughly 90% of the yield strength, so 75% of proof keeps a comfortable margin below yield while maximising clamp.
Preload is what actually carries the job: it keeps faces clamped under external load, resists self-loosening under vibration (the Junker mechanism), and dramatically improves fatigue life because the bolt sees only a fraction of the fluctuating external load. Under-preload is the enemy — a loose joint fatigues and fails fast.
Torque charts by property class
Property class marks the strength: an 8.8 bolt has 800 MPa tensile, 640 MPa yield; 10.9 is 1040/940; 12.9 is 1220/1100. Coarse-thread dry torque values at 75% proof load, K = 0.2:
| Size | 8.8 (N·m) | 10.9 (N·m) | 12.9 (N·m) |
|---|---|---|---|
| M6 | 10 | 14 | 17 |
| M8 | 25 | 35 | 41 |
| M10 | 49 | 69 | 83 |
| M12 | 86 | 120 | 145 |
| M16 | 210 | 295 | 355 |
| M20 | 410 | 580 | 690 |
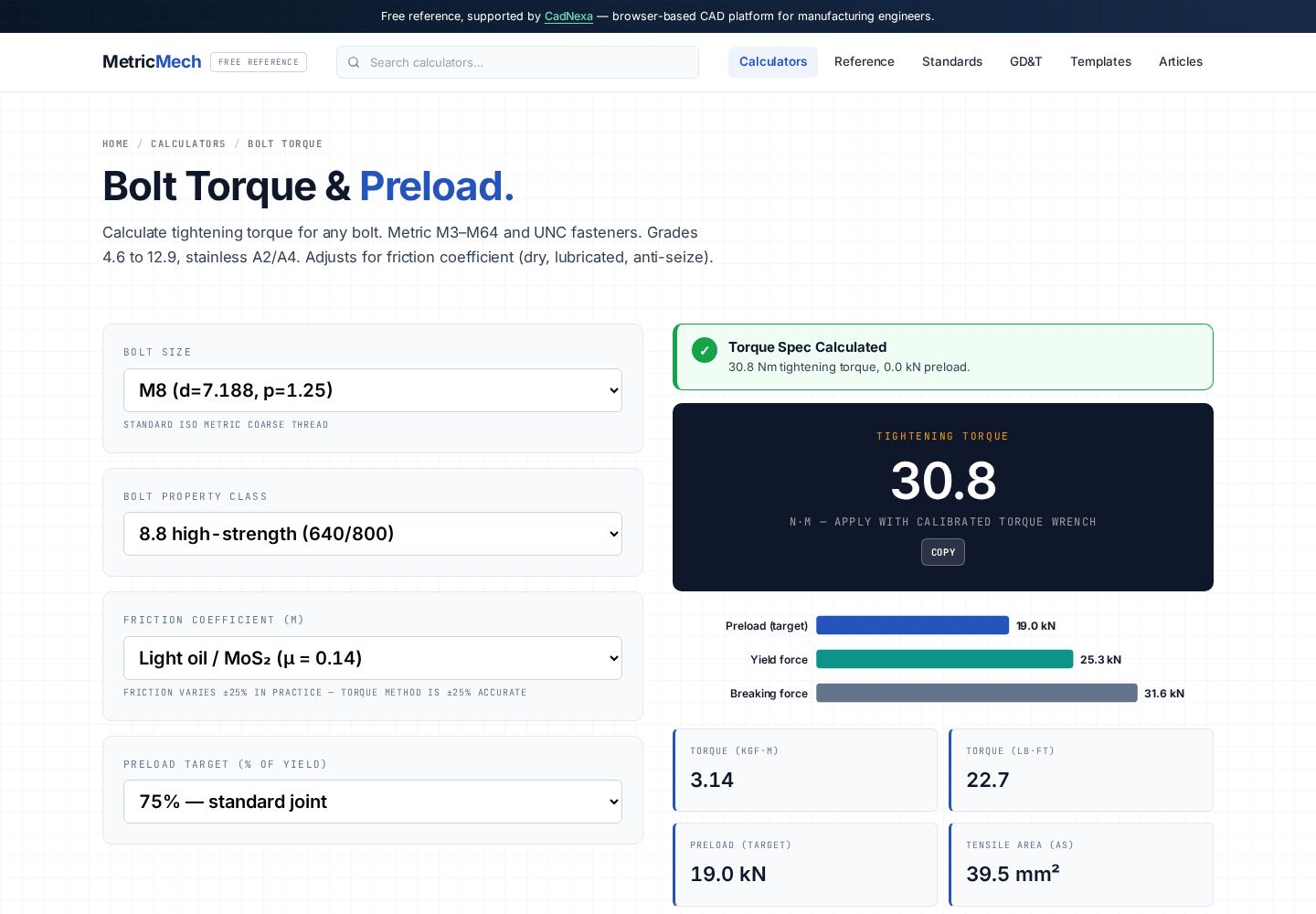
These are indicative dry values — your exact figure depends on thread pitch, friction, and joint material. Run your own numbers in the bolt torque calculator, which lets you set property class, diameter, friction condition, and preload percentage and returns the torque directly. For thread dimensions, the thread pitch reference gives the pitch you'll need.
Torque control vs angle control vs torque-to-yield
How you tighten matters as much as the number:
- Torque control. Set a torque wrench, pull to the click. Simplest, most common, but preload scatter is ±25–35% because friction varies bolt to bolt.
- Angle (turn-of-nut) control. Snug to a low seating torque, then rotate a defined angle (e.g., 90°). Because stretch is proportional to rotation past snug, preload scatter drops to ±10–15%. Standard for cylinder heads and structural steel.
- Torque-to-yield. Tighten into the plastic region using torque-plus-angle to the yield point. Highest, most repeatable preload — but the bolt is single-use and must be replaced after disassembly.
Common bolt-torque mistakes
- Mixing dry and lubricated values. The single biggest cause of over-tightening and snapped bolts.
- Uncalibrated wrenches. A click wrench drifts; calibrate annually and never use it to loosen.
- Re-using torque-to-yield bolts. They've already yielded — re-using them gives unpredictable, low preload.
- Ignoring tightening sequence. On flanges and heads, cross-pattern in two or three passes; tightening in order warps the joint.
- Wrong property class. Substituting an 8.8 where a 10.9 was specified can halve the clamp capacity. Verify head markings.
Cross-check related topics in the ISO 286 fits and tolerances guide for clearance-hole sizing, and grab a ready sheet from the templates library for your assembly torque spec.